


产品设计该如何降成本?
产品设计该如何降成本?
—1—
产品研发与成本的关系
产品研发与成本的关系
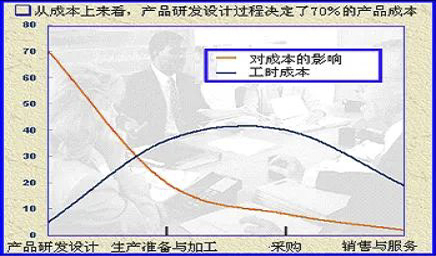 由图可知,降成本的关键还是在设计研发阶段。
由图可知,降成本的关键还是在设计研发阶段。—2—
设计降成本有哪几种途径
设计降成本有哪几种途径
1. 降低产品设计的复杂性,即产品功能没有剩余。
2. 结构设计要合理,重量要轻,加工工时要少。
3. 结构材料选择要合理,材料利用率要高。
4. 配套件选型要合理,尽可能选用标准化的配套件。
5. 重复使用已有部件,少出图,避免差错。
6. 设计与供应商协同,将耗时耗能低附加值部件转给批量大的,能够保证质量的供应商来做。
7. 设计与制造协同,实现制造本地化,节约运输成本和安装服务成本。
2. 结构设计要合理,重量要轻,加工工时要少。
3. 结构材料选择要合理,材料利用率要高。
4. 配套件选型要合理,尽可能选用标准化的配套件。
5. 重复使用已有部件,少出图,避免差错。
6. 设计与供应商协同,将耗时耗能低附加值部件转给批量大的,能够保证质量的供应商来做。
7. 设计与制造协同,实现制造本地化,节约运输成本和安装服务成本。
—3—
设计降成本途径具体分析
设计降成本途径具体分析
1. 降低产品设计的复杂性,即产品功能没有剩余。
产品功能过剩肯定会增加其成本,如何才能保证功能合适?
一是要按照用户需求进行定制;
二是在重用已有的产品和部件时要去掉用户不用的功能。
但要做到此,必须对产品进行模块化设计;要想做到模块化设计,必须预先要做好产品零部件ABC分类工作和接口属性定义工作,做好3D设计推广应用工作;要做好分类和属性定义管理等工作,则必须选择一个好的PDM平台。
2. 结构设计要合理,重量要轻,加工工时要少。
合理的结构未必是最优的,反之,最优的结构也未必是合理的。从工程设计的角度要综合考虑结构设计的合理性。譬如:CAE优化后的板厚是9mm,但正常情况下买不到这样的钢板,岂不是白做了?工程上用到的优化方法基本上是多方案对比,选取最合理的。
譬如:原箱型截面的梁由钢板焊接而成,经过CAE计算,满足其应力和变形的条件下,可以将其截面改成工字型,一是可以降重,二是少了一块板,焊接工时减少,达到降成本的目的。若改截面以后不满足要求,可以增加板厚,即使这样的话,也未必能增加许多重量,但焊接工时还是减少了。降成本要综合考虑。
3. 结构材料选择要合理,材料利用率要高。
指的是要合理选材,其前提必须是经过CAE仿真计算。譬如:对于Q235A,Q345B和Q390等板材来讲,同一板厚下,由于其许用应力不同,则设计计算验证的结果可能就不同,若Q235A没过,应力超出其许用值,材料利用率过高,怎么办呢,一是可以增加板厚,降低应力值,这也就增加了重量,采购费用可能也增加;二是可以改为用Q345B取代Q235A,保持板厚不变,或者再减薄一些,这样重量可能降低,采购费用未必增加,材料利用率比较合理。若用Q235A通过,应力水平较低,则意味着材料利用率也低,因此应该进行优化设计,降低重量,从而降低成本。
4. 配套件选型要合理,尽可能选用标准化的配套件。
这是非常重要的。若选用非标配套件,譬如大型回转设备中用到的回转大轴承,一是供应商需要重新设计图纸和工艺工装,价格高周期长;二是质量及可靠性需要验证。
但若选用标准配套件,其回转直径未必满足要求,怎么办?要想解决此问题,我们可以选最大直径的标准配套件,尽管未能达到设计直径的要求,但可以通过CAE技术修改大轴承下的钢结构来满足要求,这样就将非标配套件变为标准配套件,降低设计成本。
5. 重复使用已有部件,少出图,避免差错。
若一个产品设计中有80%是重用部件,这将是一个非常好的设计。重用的好处一是设计周期短,质量有保证;二是工艺工装也重用,省工省时。但要做到这一点,必须要有一个合适的支撑平台——PDM,通过PDM实现零部件分类管理和快速检索重用,为模块化设计和成组制造奠定坚实的基础。但被定义为重用的部件一定是经过CAE技术验证的结构是最合理的,重量是最轻的,功能是最合适的。
6. 设计与供应商协同,将耗时耗能低附加值部件转给批量大的,能够保证质量的供应商来做。
应用PDM平台实现产品结构可视化和文档可视化管理,将外购(协)配套件及其附属装置转移给与供应商来做,通过PDM权限控制供应商应该看到的接口尺寸和相应图纸,既做到安全保密,又解脱设计人员,快捷、省时。
7. 设计与制造协同,实现制造本地化,节约运输成本和安装服务成本。
应用PDM平台实现产品结构可视化和文档可视化管理,尽可能用本地化制造,实现设计制造异地化。加工制造人员在制造之前可以浏览CAE仿真模型和数字化虚拟样机,及时了解产品部件信息,甚至进行异地工艺审核和备料准备,提高加工制造质量,节省运费和售后服务费用,降低成本。
产品功能过剩肯定会增加其成本,如何才能保证功能合适?
一是要按照用户需求进行定制;
二是在重用已有的产品和部件时要去掉用户不用的功能。
但要做到此,必须对产品进行模块化设计;要想做到模块化设计,必须预先要做好产品零部件ABC分类工作和接口属性定义工作,做好3D设计推广应用工作;要做好分类和属性定义管理等工作,则必须选择一个好的PDM平台。
2. 结构设计要合理,重量要轻,加工工时要少。
合理的结构未必是最优的,反之,最优的结构也未必是合理的。从工程设计的角度要综合考虑结构设计的合理性。譬如:CAE优化后的板厚是9mm,但正常情况下买不到这样的钢板,岂不是白做了?工程上用到的优化方法基本上是多方案对比,选取最合理的。
譬如:原箱型截面的梁由钢板焊接而成,经过CAE计算,满足其应力和变形的条件下,可以将其截面改成工字型,一是可以降重,二是少了一块板,焊接工时减少,达到降成本的目的。若改截面以后不满足要求,可以增加板厚,即使这样的话,也未必能增加许多重量,但焊接工时还是减少了。降成本要综合考虑。
3. 结构材料选择要合理,材料利用率要高。
指的是要合理选材,其前提必须是经过CAE仿真计算。譬如:对于Q235A,Q345B和Q390等板材来讲,同一板厚下,由于其许用应力不同,则设计计算验证的结果可能就不同,若Q235A没过,应力超出其许用值,材料利用率过高,怎么办呢,一是可以增加板厚,降低应力值,这也就增加了重量,采购费用可能也增加;二是可以改为用Q345B取代Q235A,保持板厚不变,或者再减薄一些,这样重量可能降低,采购费用未必增加,材料利用率比较合理。若用Q235A通过,应力水平较低,则意味着材料利用率也低,因此应该进行优化设计,降低重量,从而降低成本。
4. 配套件选型要合理,尽可能选用标准化的配套件。
这是非常重要的。若选用非标配套件,譬如大型回转设备中用到的回转大轴承,一是供应商需要重新设计图纸和工艺工装,价格高周期长;二是质量及可靠性需要验证。
但若选用标准配套件,其回转直径未必满足要求,怎么办?要想解决此问题,我们可以选最大直径的标准配套件,尽管未能达到设计直径的要求,但可以通过CAE技术修改大轴承下的钢结构来满足要求,这样就将非标配套件变为标准配套件,降低设计成本。
5. 重复使用已有部件,少出图,避免差错。
若一个产品设计中有80%是重用部件,这将是一个非常好的设计。重用的好处一是设计周期短,质量有保证;二是工艺工装也重用,省工省时。但要做到这一点,必须要有一个合适的支撑平台——PDM,通过PDM实现零部件分类管理和快速检索重用,为模块化设计和成组制造奠定坚实的基础。但被定义为重用的部件一定是经过CAE技术验证的结构是最合理的,重量是最轻的,功能是最合适的。
6. 设计与供应商协同,将耗时耗能低附加值部件转给批量大的,能够保证质量的供应商来做。
应用PDM平台实现产品结构可视化和文档可视化管理,将外购(协)配套件及其附属装置转移给与供应商来做,通过PDM权限控制供应商应该看到的接口尺寸和相应图纸,既做到安全保密,又解脱设计人员,快捷、省时。
7. 设计与制造协同,实现制造本地化,节约运输成本和安装服务成本。
应用PDM平台实现产品结构可视化和文档可视化管理,尽可能用本地化制造,实现设计制造异地化。加工制造人员在制造之前可以浏览CAE仿真模型和数字化虚拟样机,及时了解产品部件信息,甚至进行异地工艺审核和备料准备,提高加工制造质量,节省运费和售后服务费用,降低成本。
转载自:标杆精益